УСЛУГИ / ОКРАСОЧНЫЕ РАБОТЫ /
ЭЛЕКТРОСТАТИЧЕСКАЯ ОКРАСКА
Если бы этот метод окрашивания не был изобретен в ходе экспериментов американского ученого Геральда Рансбурга, то его следовало придумать, потому что гениальность идеи лежит на поверхности.
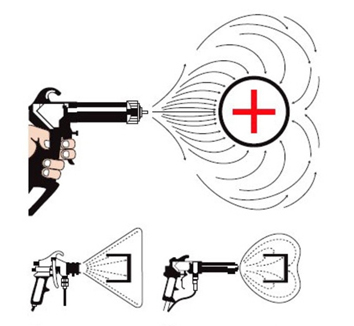 Принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал , соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием. Безусловно электростатический эффект позволяет сократить потери лакокрасочных материалов, которые и при воздушном и при безвоздушном распылении весьма ощутимы, особенно при окраски больших объемов металлоконструкций. Коэффициент переноса краски при электростатическом методе окрашивания составляет 80-98%, и безусловно, что таких показателей любым другим методом напыления лакокрасочных материалов добиться очень сложно.
Принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал , соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием. Безусловно электростатический эффект позволяет сократить потери лакокрасочных материалов, которые и при воздушном и при безвоздушном распылении весьма ощутимы, особенно при окраски больших объемов металлоконструкций. Коэффициент переноса краски при электростатическом методе окрашивания составляет 80-98%, и безусловно, что таких показателей любым другим методом напыления лакокрасочных материалов добиться очень сложно.
Электростатический метод абсолютно оправдан при окрашивании мелких решетчатых металлоконструкций и металлоконструкций сложной формы и архитектуры.
Например: различные оконные и каминные решетки, ограды; строительные решетчатые металлоконструкции башен связи, опор, ферм.
Описание технологии
Принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал, 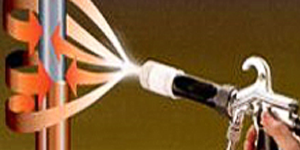 со прикасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием.
со прикасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием.
Лакокрасочные материалы подаются в краскораспылитель, в зависимости от метода: с помощью сжатого воздуха – пневматическое электростатическое распыление, или с помощью гидравлической подачи материала под высоким давлением через специальное сопло – безвоздушное электростатическое распыление.
Последующее формирование окрасочного факела происходит вследствие взаимного отталкивания одноименно заряженных частиц лакокрасочных материалов. Кроме этого, силы электростатического поля направляют движение заряженных частиц краски, препятствуя образованию окрасочного тумана и способствуя повышению коэффициента переноса материала на окрашиваемое изделие.
Помимо экономии лакокрасочных материалов, электростатическая покраска во многом облегчает и ускоряет процесс его нанесения. Например, при окраске таких конструкций, как трубы, при традиционном способе окраски потребовалось бы наносить материал, переворачивая изделие 3-4 раза, чтобы равномерно прокрасить его со всех сторон, в то время, как метод электростатической покраски позволяет окрашивать трубу в 1 проход, поскольку частицы краски будут двигаться по изогнутым линиям электростатического поля, огибая трубу со всех сторон.
Ограничения.
1. Свойства ЛКМ. Для того чтобы ЛКМ смог должным образом зарядиться на электроде, его сопротивление должно быть не менее 30 кОм, иначе эффективность окраски в электростатическом поле резко снизится. Примером ЛКМ с низким сопротивлением могут служить материалы, в состав которых входит большое количество металлической пудры, например, эмали с эффектом «металлик».
До недавнего времени практически невозможно было использовать метод электростатической окраски для нанесения водоразбавляемых материалов, поскольку существовала опасность возникновения короткого замыкания вследствие высокой электропроводимости воды. Однако, новое поколение оборудования для электростатической окраски, благодаря специальному исполнению каждого компонента, позволяет наносить как традиционные, так и водоразбавляемые материалы.
2. Свойства поверхности. Также существуют определенные сложности при окраске нетокопроводящих изделий, например, пластиков или древесины. Но и здесь можно найти приемлемые решения: например, на пластик можно нанести традиционными способами токопроводящий грунт, а древесину предварительно увлажнить – а затем нанести ЛКМ с помощью электростатической окраски.
3. Форма окрашиваемого изделия. Как было показано выше, заряженные частицы ЛКМ движутся по силовым линиям электростатического поля, возникающего между краскораспылителем и изделием. Но в замкнутом токопроводящем контуре напряженность электростатического поля равна нулю, поэтому если изделие имеет карманы, глубокие впадины и т.д., то частицы ЛКМ не смогут попасть внутрь, поскольку там электрическое поле не существует, и они будут оседать на других частях этого изделия. Например, на кромках и выступах напряженность электростатического поля будет максимальной, поэтому в этих местах возможно образование покрытий с толщиной больше средней.
Для того чтобы покрасить подобные труднодоступные места (именуемые также контуром Фарадея), рекомендуется отключить подачу электрического тока, тем самым на время превратив электростатический краскораспылитель в традиционный пневматический или безвоздушный.
Современные электростатические краскораспылители, которые устанавливаются на установки комбинированного распыления, оснащены генерирующей турбиной внутри корпуса. Турбина работает от сжатого воздуха подающимся в пистолет, краска в пистолет подается гидравлическим безвоздушным методом. Оригинальная конструкция позволяет по мере необходимости включать и отключать напряжение и производить окрашивание как электростатическим методом, так и пневматическим распылением.
“АКЗ-ЦЕНТР” – не мог обойти стороной такой экономичный и удобный метод окрашивания как электростатическая окраска и применяет этот метод в своей практике для окрашивания мелких и крупных решетчатых металлоконструкций на объектах наших заказчиков.
Бесплатную консультацию нужно получить по телефону или задайте Ваш вопрос по электронной почте